Defaults Are Safe, Not Smart
3D printer settings are the software rules that tell your machine how hot to run, how fast to move, and how thick to lay each plastic layer, and default values are conservative, one‑size‑fits‑many presets that favor safety and broad compatibility over print quality, speed, and material efficiency. When you start beginner 3D printing, those factory and slicer profiles feel reassuring. You load filament, slice a file, and press print. The catch is that the slicer assumes an average printer, average filament, and an average model. That bias leads to default print failures: parts that warp, barely stick, or snap along weak layers. One AM business owner quoted in engineering.com admitted, “I thought 3D printing was simple: print a part, rip off the supports, throw it in a box, and the money shows up.” Reality, in the factory or on your desk, is more demanding: success depends on thoughtful setup.
How Default 3D Printer Settings Quietly Ruin Prints
Default profiles aim to avoid disasters, not to deliver perfect parts. They often run nozzle temperature lower than ideal for many filaments, which can cause poor layer bonding and weak, brittle parts. Bed temperatures are similarly conservative, so first layers may not grip well, leading to peeling edges and warping that beginners wrongly blame on the hardware. Speed presets are another hidden trap. A single “normal” speed is applied to detailed miniatures, large brackets, and tall vases alike. That one setting can cause ringing on fine models or endless runtimes on simple ones. In the XDA first‑week account, the slicer produced decorative parts with too many walls and functional parts with wasteful infill, because it was making broad assumptions instead of smart decisions. These defaults are a starting point, not a verdict. To improve print quality optimization, you must begin editing them.
Nozzle Temperature and Bed Temperature: Your First Tweaks
Nozzle temperature adjustment is often the single most effective change you can make. If layers look under‑extruded, corners split, or parts snap along layer lines, your nozzle may be too cool. Increase it in small steps and watch whether extrusion becomes smooth and glossy without excessive stringing or oozing. If you hear tiny pops or see steamy extrusion, dry the filament before pushing temps higher; wet filament can make a good printer look broken. Bed temperature defaults are meant to avoid softening build plates and to work with many materials. For stubborn adhesion, raise the bed temperature slightly within your filament’s recommended range, and slow the first layer. Combine this with a clean plate and an adhesion aid if needed. Treat these changes as experiments: adjust one variable, print a small test, note the result, then move on. That habit builds skill fast.
Speed and Layer Height: Matching Settings to the Model
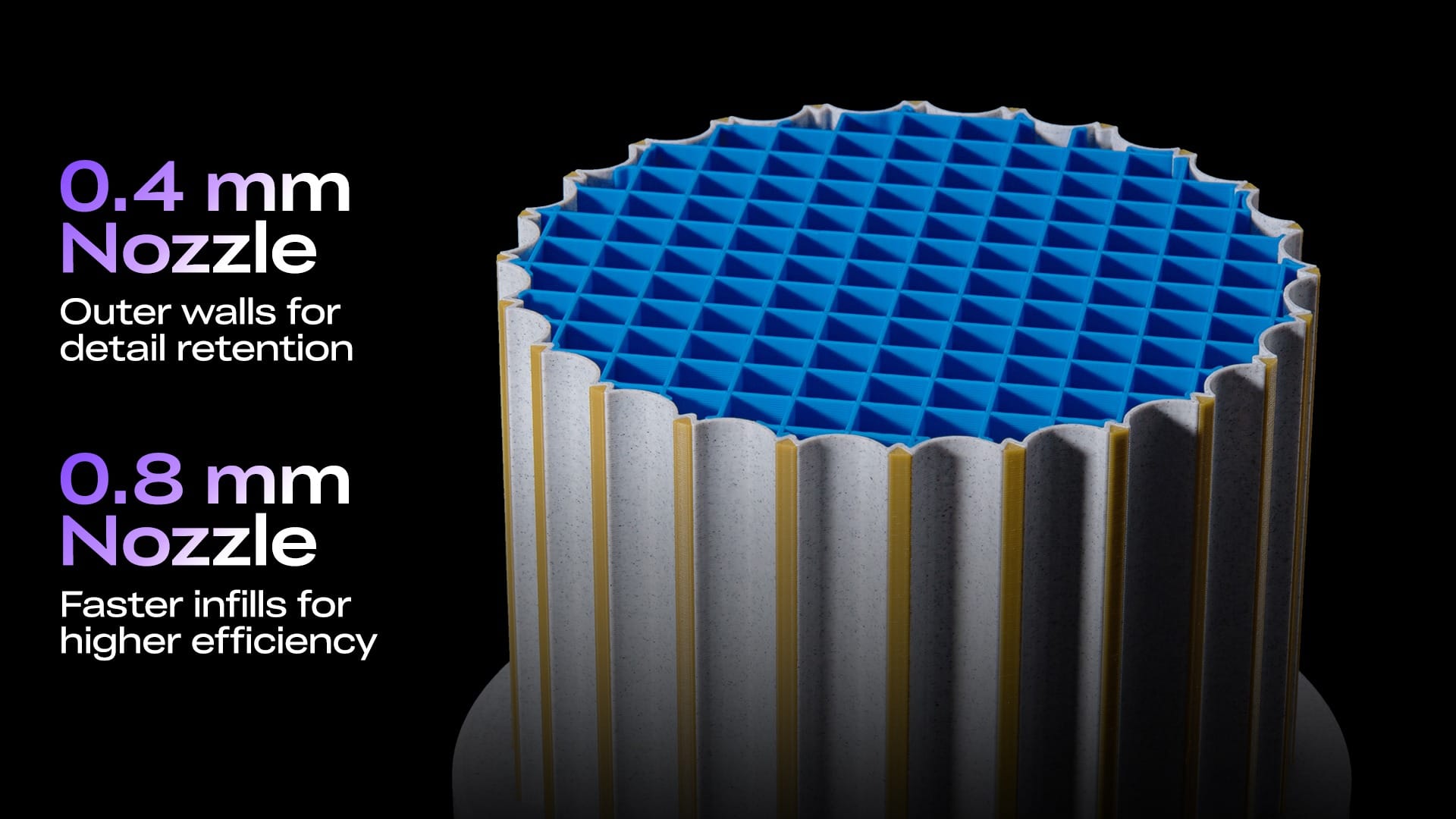
Print speed settings in beginner 3D printing profiles rarely match what your specific part needs. Fast speeds on a detailed figure blur edges and create ringing; the same speed on a simple bracket wastes time. For small, detailed models, cut overall speed and, if your slicer allows, reduce outer wall speed more than infill. For strong, functional parts with simple geometry, you can keep moderate speeds but slow the first few layers for stability. Layer height is the other big lever. Thinner layers (for example, 0.12–0.16 mm on a 0.4 mm nozzle) improve surface finish and detail but increase print time. Thicker layers (0.24–0.28 mm) print much faster and can be stronger in the Z direction but show more visible lines. Start from the default, then choose thinner layers for cosmetic parts and thicker for quick prototypes where looks are secondary to function.
Think Like an Operator, Not a Button‑Pusher
Experienced additive manufacturing operators agree that mastering settings is not optional; it is the job. At AMUG, panelists with a combined 60 years in 3D printing emphasized that success comes from understanding how machines, materials, and parameters interact, not from pressing print and hoping. Their message scales down perfectly to the home user: slicer profiles are editable recipes, not rules. In your first week, aim to escape “default mode” quickly. Keep a small log of each change to 3D printer settings—nozzle temperature, bed temperature, speed, and layer height—and what it did to adhesion, warping, and strength. Many new users report that once they start tuning these four dials, their success rate and part quality improve dramatically within a handful of prints. When a print fails, resist blaming the hardware first. Check your material, question the defaults, and adjust with intention.