
Bend Radius, Bend Angle, and Why They Matter
Every sheet metal bending project, whether it’s a small bracket or a custom car panel, is defined by two basics: bend radius and bend angle. The bend angle is the amount you fold the metal, usually measured from the original flat sheet—think 90° for a right angle or more for acute bends. The bend radius is the curve inside the bend; it can be sharp and tight or gently rounded. Together, these control how parts fit, how strong they are, and how clean they look. Tight radii can save space but increase stress and the risk of cracking, especially in harder alloys. Larger radii spread the strain and improve durability but change how parts nest and assemble. Understanding these bend radius basics lets hobby fabricators talk clearly with a local shop, choose suitable tooling, and avoid surprises like misaligned holes, warped panels, or cracked corners in DIY sheet metal projects.

How Material, Thickness, and Tools Change the Bend
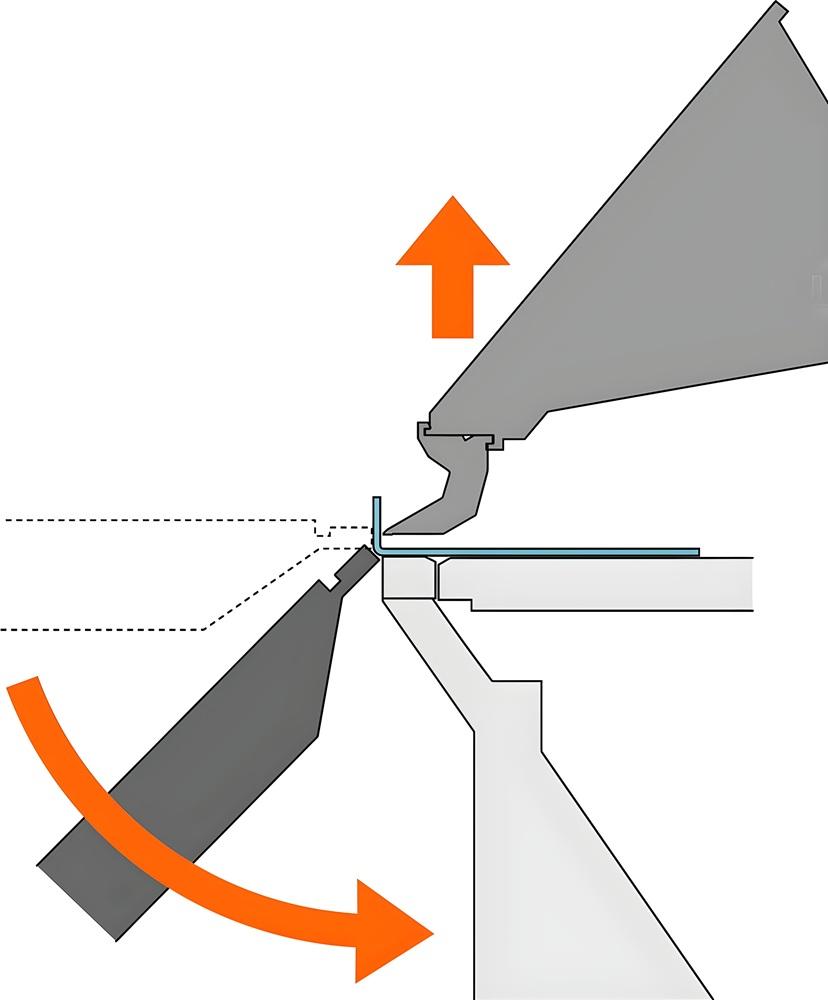
Not all metals bend the same way. Mild steel is forgiving, aluminum can crack if pushed too hard, and stainless needs more force and careful radii. As thickness increases, the metal simply can’t flow into extremely tight bends without damage, so inside radius usually scales with thickness. On modern folding machines, the bend forms as a folding beam swings the flange up against the clamping tool, maintaining smooth contact and slightly overbending to account for springback. This “soft touch” helps create surprisingly sharp radii without rubbing the sheet, but physics still rules—harder alloys and thick stock often need larger-radius tools to prevent cracking. The position of the folding beam and the nose radius of the clamping tool largely set the final inside radius. For makers using brakes or simple vise-and-hammer setups, choosing dies or improvised forms with sensible nose radii is key to avoiding failures and achieving consistent bends.
Choosing the Right Inside Radius for Common Metals
A practical rule of thumb used in folding is to keep a small but realistic inside bend radius for thin-gauge material—often about 1 mm—then increase it as thickness grows. For many midrange gauges, aiming for an inside radius around 1.25 times the material thickness helps balance space savings with reduced risk of cracking. Mild steel can usually tolerate tighter radii, while high-tensile aluminum or work-hardened stainless may demand larger-radius clamping tools and adjusted beam positions to bend cleanly. In challenging cases, fabricators swap to a larger nose on the clamping tool and tweak clamping pressure, trading compact bends for reliability. For DIY sheet metal projects, think in the same way: tighter isn’t always better. If you see hairline cracks on the inside of a bend or feel excessive resistance when forming, step up to a slightly larger radius and accept a softer corner in exchange for a tougher, longer-lasting part.

Bend Allowance, Bend Deduction, and Flat Patterns
Accurate flat patterns are the bridge between CAD files and real parts. When you bend metal, material flows around the bend radius, effectively shortening some dimensions and lengthening others. Bend allowance is the length of material actually consumed in the bend region; bend deduction adjusts your flat layout to ensure the final flange lengths are correct. Professional folders calculate this automatically, positioning the bend centerline so the finished part matches the programmed dimensions. For makers designing brackets, enclosures, or panels to send to a local fab shop, understanding this relationship avoids parts that end up a few millimeters short or long. Even if you rely on your shop’s software, it helps to note bend angles, inside radii, and material thickness clearly in your drawings. That way, the flat pattern they generate will match the real-world behavior of the metal, and your bolt holes, tabs, and mating parts will line up as intended.
Practical Shop Tips for Cleaner DIY Bends
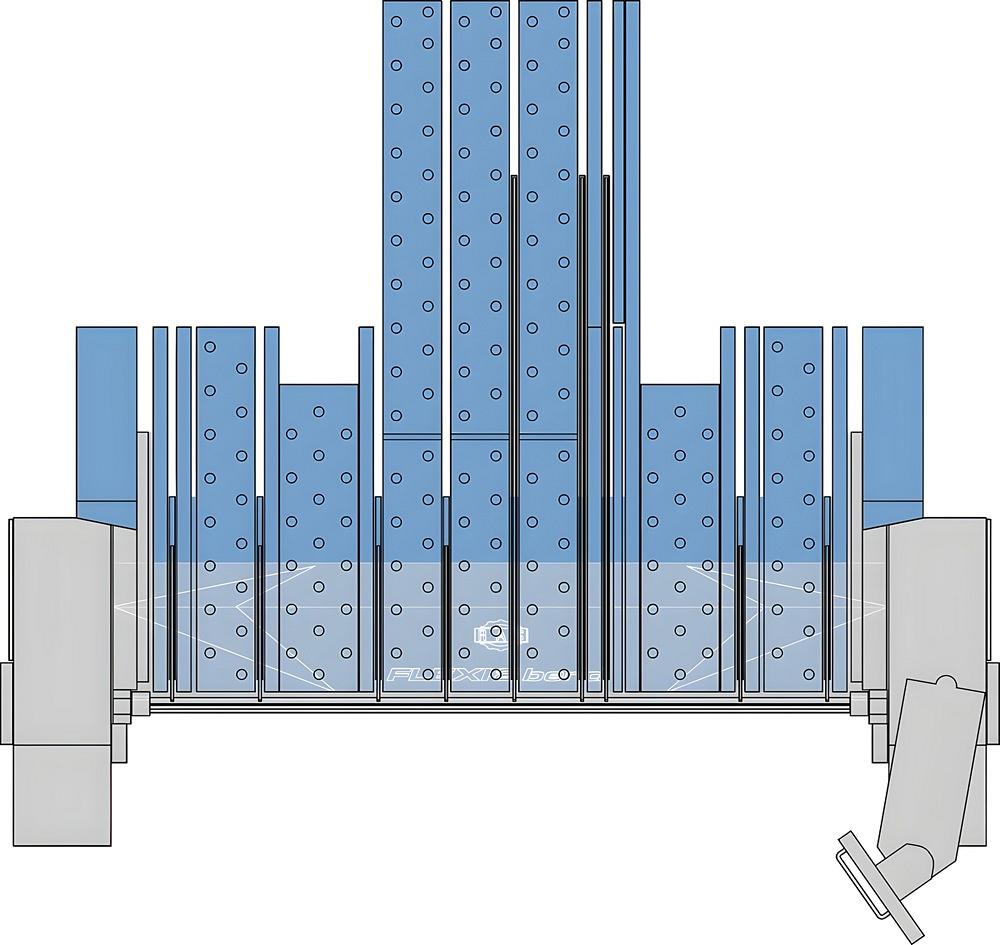
You don’t need a fully automated folder to apply these metal fabrication tips. On a manual brake, treat the punch nose like the clamping tool on a folder: its radius largely sets your inside bend radius, so pick or improvise a profile that suits your material and thickness. Overbend slightly to compensate for springback, especially in aluminum and stainless. For vise-and-hammer setups, clamp the work tightly between straight, hard jaws or bars and use a radiused edge rather than a razor-sharp corner to reduce cracking. Work gradually, checking the angle as you go. When making multiple bends on a box or enclosure, plan your sequence to avoid trapping flanges and ensure your tools have sufficient clearance—much like segmented clamping tools are arranged on industrial folders. These habits translate directly to better fit and finish in projects like electronics enclosures, shelving brackets, or custom car body patches, even with basic garage tools.